
Machine de soudage par points pour stockage d'énergie
La machine de soudage par points à stockage d'énergie est un appareil qui utilise des condensateurs de stockage d'énergie pour dissiper la chaleur et réaliser le soudage par points de pièces métalliques. Elle est largement utilisée dans des domaines tels que la fabrication de batteries, de composants électroniques et de pièces automobiles.
| Dimension de comparaison | Soudeuse par points pour stockage d'énergie | Soudeuse par points AC/DC traditionnelle |
| Source d'énergie | Décharge du condensateur de stockage d'énergie (type impulsionnel) : Stocke l'énergie du réseau dans des condensateurs par une charge lente et libère instantanément de l'énergie pulsée pendant le soudage. | Alimentation directe par le réseau (type continu) : tire l'énergie du réseau en continu pendant le soudage, en s'appuyant sur une tension de réseau stable. |
| Temps de soudage | Niveau milliseconde (1–100 ms) : Effectue la soudure en un temps ultra-court avec un apport de chaleur extrêmement faible. | De quelques centaines de millisecondes à quelques secondes : processus de soudage relativement lent avec une accumulation de chaleur évidente. |
| Zone affectée par la chaleur (ZAC) | Petit format : L’énergie concentrée et le temps d’action court permettent d’obtenir des soudures étroites et une déformation thermique minimale, ce qui convient aux composants de précision. | Plus important : Un chauffage continu peut provoquer des températures localement élevées dans les pièces, pouvant entraîner une déformation ou un recuit. |
| Impact sur le réseau | Faible : Un courant stable pendant la charge (par exemple, une charge par phases) et un courant pulsé de courte durée pendant le soudage entraînent des fluctuations minimales du réseau. | Élevé : Un courant instantané élevé (jusqu'à des dizaines de milliers d'ampères) pendant le soudage peut provoquer des chutes soudaines de tension du réseau, nécessitant un système de distribution d'énergie dédié. |
| Scénarios d'application | Pièces à parois minces (par exemple, feuilles métalliques de 0,1 à 2 mm, fils de composants électroniques), exigences de haute précision (par exemple, soudage de languettes de batteries au lithium), lignes de production automatisées (compatibles avec les robots de soudage à grande vitesse). | Soudage de tôles épaisses (par exemple, tôles d'acier de plus de 3 mm), scénarios de production non continus (par exemple, maintenance, traitement par petits lots) et situations où les exigences en matière de vitesse de soudage sont faibles. |

Gamme complète de soudeuses par points Heltec
Soudeuse par points pour batteries série 01

HT-SW01A

HT-SW01A+

HT-SW01B

HT-SW01D

HT-SW01H
Soudeuse par points pour batteries série 02/03

HT-SW02A

HT-SW02H

HT-SW03A

HT-SW33A

HT-SW33A++
Machine de soudage laser

Machine de soudage laser à porte-à-faux

Machine de soudage laser portative

Machine de soudage laser portative
Accessoires pour soudeuse par points - Tête de soudage par points

Tête de soudage plate pneumatique

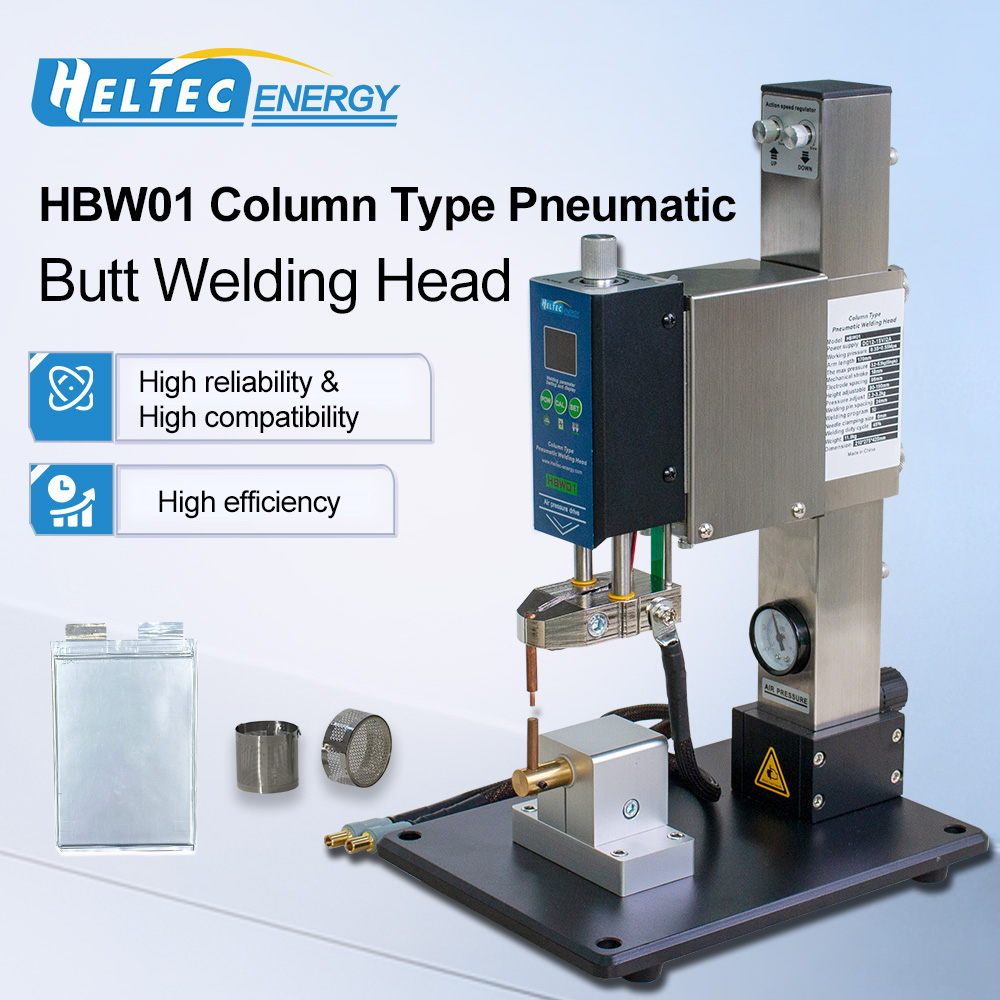
Tête de soudage bout à bout pneumatique
Avantages techniques
Économies d'énergie et efficacité :Faible consommation d'énergie instantanée sur le réseau électrique, facteur de puissance élevé, impact minimal sur le réseau électrique et économies d'énergie.
Bonne qualité de soudure :Les points de soudure sont fermes, sans décoloration, ce qui permet de gagner du temps lors du polissage et d'obtenir un rendement élevé ; la tension de sortie est stable et constante, ce qui garantit la constance de la qualité du produit de soudure.
Longue durée de vie des électrodes :Comparée aux machines de soudage par points traditionnelles, la durée de vie des électrodes peut être prolongée de plus du double, réduisant ainsi les coûts d'utilisation.
Forte adaptabilité :Largement applicable aux matériaux de soudage, convient aux métaux non ferreux et aux alliages tels que le cuivre, l'aluminium, l'acier inoxydable, le nickel, etc. ; Possède une bonne adaptabilité au travail de pièces de différentes épaisseurs et formes.
Tableau de sélection du modèle
| UGS | HT-SW01A | HT-SW01A+ | HT-SW01B | HT-SW01D | HT-SW01H | HT-SW02A | HT-SW02H | HT-SW03A | HT-SW33A | HT-SW33A+ |
| Principe | stockage d'énergie CC | stockage d'énergie CC | stockage d'énergie CC | stockage d'énergie CC | stockage d'énergie CC | stockage d'énergie CC | stockage d'énergie CC | transformateur CA | stockage d'énergie CC | stockage d'énergie CC |
| Puissance de sortie | 10,6 kW | 11,6 kW | 11,6 kW | 14,5 kW | 21 kW | 36 kW | 42 kW | 6 kW | 27 kW | 42 kW |
| Courant de sortie | 2000A (Max.) | 2000A (Max.) | 2000A (Max.) | 2500 A (Max.) | 3500A (Max.) | 6000A (Max.) | 7000A (Max.) | 1200 A (Max.) | 4500A (Max.) | 7000A (Max.) |
| Outils de soudage standard | Stylo de soudage fendu 1,70 A (16 mm²) ; | Stylo de soudage intégré 1,70B (16 mm²) ; | Stylo de soudage intégré 1,70B (16 mm²) ; | Stylo de soudage intégré 1,73B (16 mm²) ; | Stylo de soudage fendu de 1,75 (25 mm²); | Stylo de soudage fendu 75A (35 mm²) | 1. Stylo de soudage fendu 75A (50 mm²) | 1,73B(16 mm²)stylo de soudage intégré ; | Dispositif de soudage par points pneumatique A30. | Dispositif de soudage par points pneumatique A30. |
| Soudage au nickel pur | 0,1 à 0,15 mm | 0,1 à 0,15 mm | 0,1 à 0,2 mm | 0,1 à 0,3 mm | 0,1 à 0,4 mm | 0,1 à 0,5 mm | 0,1 à 0,5 mm | 0,1 à 0,2 mm | 0,15 à 0,35 mm | 0,15 à 0,35 mm |
| Soudage au nickelage | 0,1 à 0,2 mm | 0,1 à 0,25 mm | 0,1 à 0,3 mm | 0,15 à 0,4 mm | 0,15 à 0,5 mm | 0,1 à 0,6 mm | 0,1 à 0,6 mm | 0,1 à 0,3 mm | 0,15 à 0,45 mm | 0,15 à 0,45 mm |
| Soudage au nickel pur | / | / | / | / | / | 0,1 à 0,2 mm | 0,1 à 0,3 mm | / | 0,1 à 0,2 mm | 0,1 à 0,2 mm |
| soudage de tôles composites nickel-aluminium | / | / | / | / | 0,1 à 0,15 mm | 0,1 à 0,2 mm | 0,15-0,4 mm | / | 0,1 à 0,3 mm | 0,1 à 0,3 mm |
| Soudage du cuivre LFP Électrode de cuivre (avec flux) | / | / | / | / | / | 0,1 à 0,3 mm | 0,15 à 0,4 mm | / | 0,1 à 0,3 mm | 0,1 à 0,3 mm |
| Alimentation | CA 110~220 V | CA 110~220 V | CA 110~220 V | CA 110~220 V | CA 110~220 V | 110 ou 220 V CA | 110 ou 220 V CA | 110 ou 220 V CA | 110 ou 220 V CA | 110 ou 220 V CA |
| Tension de sortie | 5,3 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) | 6,0 V CC (max.) |
| Courant de charge du stockage d'énergie | 2,8 A (Max.) | 2,8 A (Max.) | 4,5 A (Max.) | 4,5 A (Max.) | 6A (Max.) | 15A (Max.) | 15A (Max.) | Aucune facturation requise | 15A -20A | 15A -20A |
| Temps de première charge | 30 à 40 min | 30 à 40 min | 30 à 40 min | 30 à 40 min | Environ 18 min | Environ 18 min | Environ 18 min | Aucune charge requise, branchez-le pour l'utiliser | Environ 18 min | Environ 18 min |
| Mode de déclenchement | AT : Déclencheur à induction automatique | AT : Déclencheur à induction automatique | AT : Déclencheur à induction automatique | AT : Déclencheur à induction automatique | AT : Déclencheur à induction automatique | AT : Déclencheur à induction automatique | AT : Déclencheur à induction automatique | MT : Déclencheur à pédale | MT : Déclencheur à pédale | MT : Déclencheur à pédale |
| Fonction de mesure de la résistance à l'état passant/de la résistance de la feuille de nickel | × | × | × | × | × | × | √ | × | × | × |
| Fonction de test de tension | × | √ | × | × | × | × | × | × | × | × |




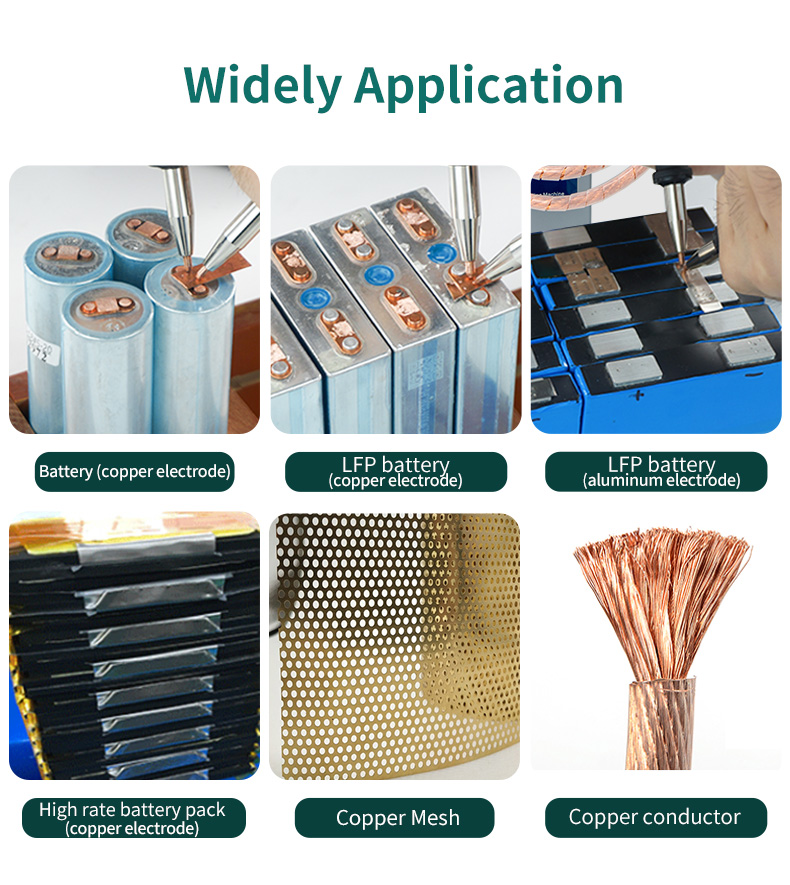
Domaine d'application de la machine à souder par points pour batteries
- Soudage par points des batteries lithium-fer-phosphate, des batteries lithium ternaires et de l'acier au nickel.
- Assembler ou réparer des blocs-batteries et des sources d'alimentation portables.
- Production de petites batteries pour appareils électroniques mobiles
- Soudage de batteries lithium-polymère, de batteries de téléphones portables et de cartes de circuits imprimés de protection.
- Soudage par points de conducteurs pour différents projets métalliques, tels que le fer, l'acier inoxydable, le laiton, le nickel, le molybdène et le titane.
Contactez-nous
Si vous envisagez d'acheter nos produits ou si vous avez besoin de collaborer avec nous, n'hésitez pas à nous contacter. Notre équipe de professionnels se tient à votre disposition pour répondre à vos questions et vous proposer des solutions de qualité.
Jacqueline: jacqueline@heltec-energy.com / +86 185 8375 6538
Nancy: nancy@heltec-energy.com / +86 184 8223 7713